All-metal CNC with an 800W trim router and a 300 x 600mm bed
Use with Easel Pro →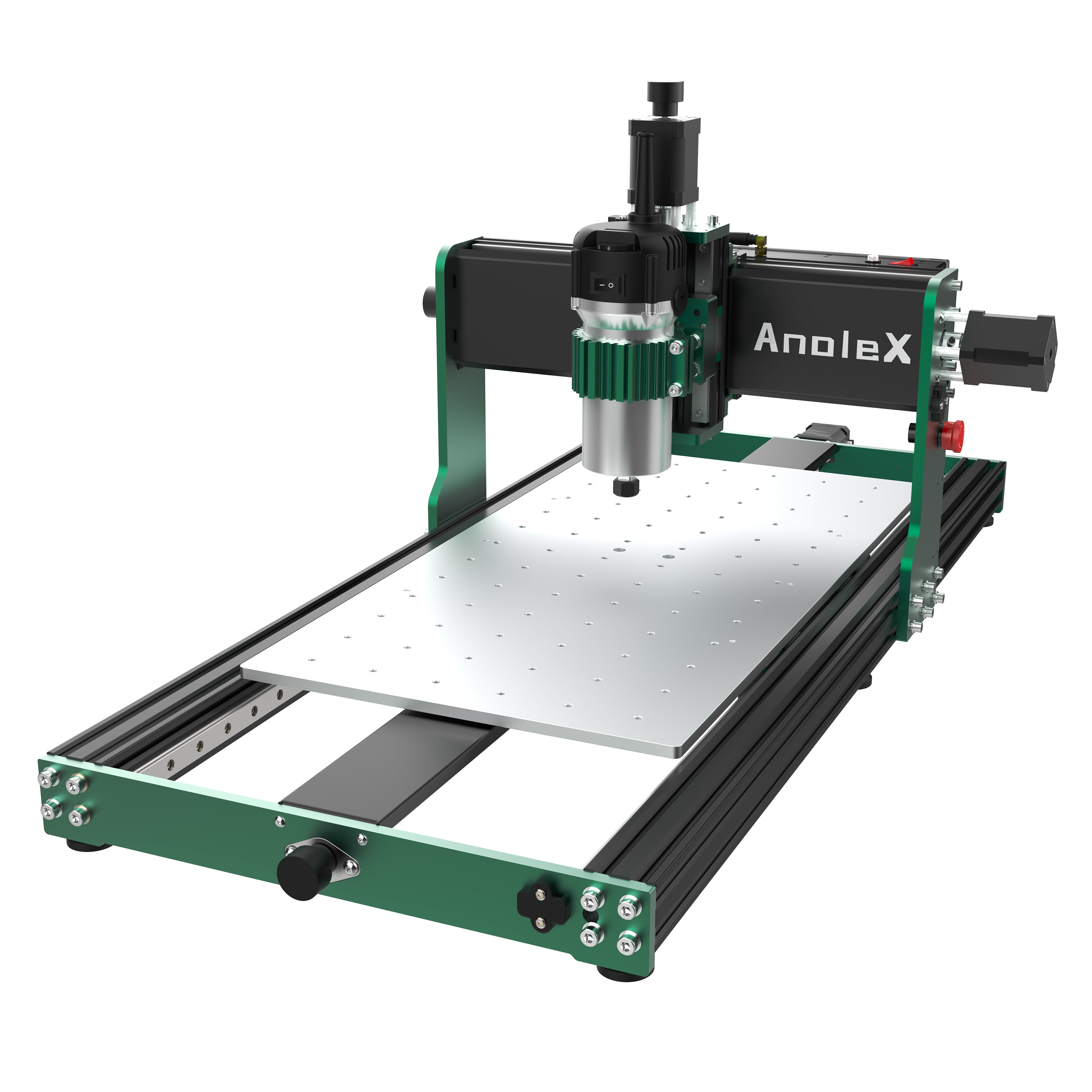
The 3060-Evo Max has a 300 x 600 x 73 mm effective processing area on a 300 x 600 mm bed. It runs an 800W trim router (6-speed, 8,000 to 24,000 RPM) on a 65mm mount, MGN-15 dual linear guides and T8 lead screws on all three axes, and Nema 17 steppers rated 650 mN·m.
Every cut starts with one formula: Feed Rate = Spindle Speed (RPM) x Chip Load x Number of Cutting Edges (flutes). Chip load is the thickness of material each cutting edge removes in one revolution of the bit. This number comes from the manufacturer of the bit, which publishes a chip-load chart for each bit diameter and material. Look up your exact bit and material, start from the middle of the published range, and you have the third number in the formula. The chart below shows the recommended spindle speed for each material and bit type.
The 3060-Evo Max's 800W trim router runs 8,000 to 24,000 RPM across its six speed settings, covering the full range of the chart below and then some. Its MGN-15 dual linear guides and T8 lead screws on all three axes give it real rigidity for a desktop router, but the 3060's longer 600mm gantry span has more room to flex than the smaller 3030 format, and a trim router is still lighter duty than an industrial spindle. A truly rigid machine with a powerful spindle can cut as deep as the bit is wide in a single pass, but that takes real spindle torque, a drive train and clamps that hold firm, a gantry that will not flex, and enough mass to soak up vibration. Treat this machine as capable of moderate depth per pass in softer materials, but back off in hardwood or aluminum and on cuts near the far end of the gantry: push too deep and the bit deflects and chatters, leaving scalloped edges, or it rubs instead of cutting and burns the material. The fastest way to dial in a cut is to see what has already worked for other people.
Worked example for feed rate: 1/8in (3.175mm) two-flute solid carbide end mill in hard wood. The chart says 16,000 RPM, and this router's 24,000 RPM top speed covers it, so run 16,000. With the bit maker's 0.025mm per tooth (0.0010 in): 16,000 x 0.025 x 2 = 800 mm/min (31 in/min) feed. For depth per pass, start shallow and check Community Cut Settings in Easel for what works on this machine. If the cut sounds strained, reduce the depth, not the feed. Slowing the feed below the chip load makes the bit rub instead of cut.
Community Cut Settings shows the spindle speed, feed rate, and depth per pass other makers actually run for your machine, material, and bit.
The 3060-Evo Max runs Grbl_ESP32 (GRBL 1.3a). Easel's live control, the Easel Driver and Rapid Connect, works with classic GRBL and FluidNC over USB, so it does not carve this machine in real time. Use Easel to design and generate toolpaths, then export the G-code and run it from the machine's own controller (the ESP3D web interface, or SD card). Because Easel's G-code is standard GRBL, it runs as-is. Select 3060-Evo Max in Easel's machine menu to size the canvas.
Try Easel Free →
Create your free Easel account and connect your machine in minutes.
Easel Free Trial →