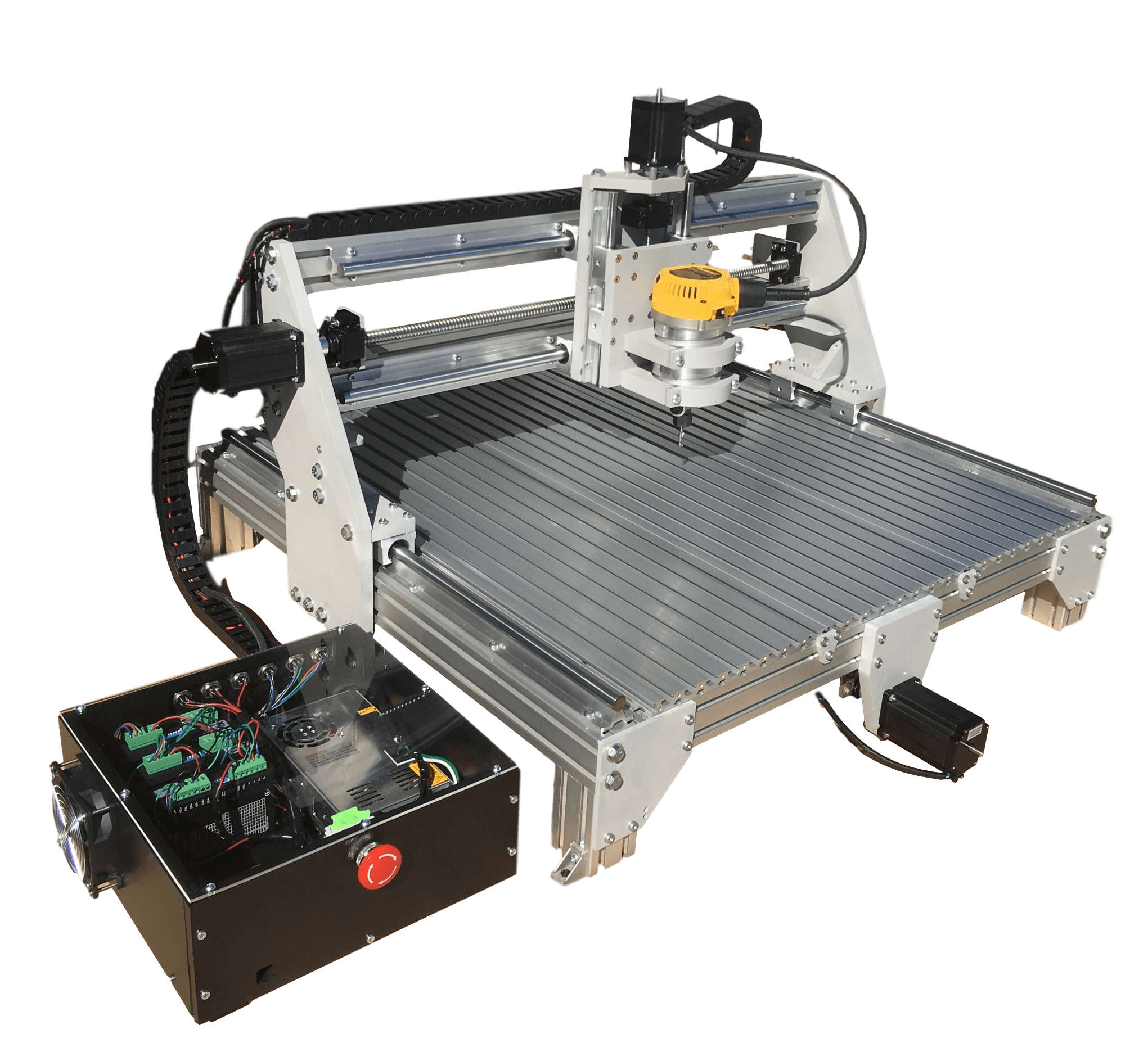
Millright CNC no longer sells this model, but it remains fully supported in Easel. The Power Route has about a 25 x 25 x 4.7 in (630 x 630 x 120 mm) working area with 5.5 in (140 mm) of gantry clearance, a 120V, 2.25 horsepower DeWalt DWP618 router, 16mm supported linear shaft rails on X/Y and a 12mm supported linear shaft rail on Z, and NEMA-class stepper motors. Millright CNC's archived page for this model does not state a controller or firmware.
Every cut starts with one formula: Feed Rate = Spindle Speed (RPM) x Chip Load x Number of Cutting Edges (flutes). Chip load is the thickness of material each cutting edge removes in one revolution of the bit. This number comes from the manufacturer of the bit, which publishes a chip-load chart for each bit diameter and material. Look up your exact bit and material, start from the middle of the published range, and you have the third number in the formula. The chart below shows the recommended spindle speed for each material and bit type.
The Power Route's 120V, 2.25 horsepower DeWalt DWP618 router doesn't have a published RPM on this page, check the router's own speed dial against the chart. Its 16mm/12mm supported linear shaft rails give it a solid mid-size frame, a step up from Millright's smaller belt-driven kits, but it is still a router-powered desktop machine. A truly rigid machine with a powerful spindle can cut as deep as the bit is wide in a single pass, but that takes real spindle torque, a drive train and clamps that hold firm, a gantry that will not flex, and enough mass to soak up vibration. Build up depth per pass gradually on this machine. Push too deep and the bit deflects and chatters, leaving scalloped edges, or it rubs instead of cutting and burns the material. The fastest way to dial in a cut is to see what has already worked for other people.
Worked example for feed rate: 1/8in (3.175mm) two-flute solid carbide end mill in hard wood. The chart says 16,000 RPM. The Power Route's DeWalt router has no published RPM on this page, so check its speed dial and use that number if it differs from 16,000. With the bit maker's 0.025mm per tooth (0.0010 in), at 16,000 RPM: 16,000 x 0.025 x 2 = 800 mm/min (31 in/min) feed. For depth per pass, start shallow and check Community Cut Settings in Easel for what works on this machine. If the cut sounds strained, reduce the depth, not the feed. Slowing the feed below the chip load makes the bit rub instead of cut.
Community Cut Settings shows the spindle speed, feed rate, and depth per pass other makers actually run for your machine, material, and bit.
Millright CNC never published a controller or firmware for the Power Route, but it connects to Easel as a standard GRBL device over USB, so it connects directly to Easel. Install the free Easel Driver and plug in over USB, or connect driverless with Rapid Connect in a Chromium browser (Chrome, Edge, or Opera). Design in the browser, then the Carve button homes, zeroes, and runs the job with live progress. You can also export G-code to run from another sender. Select Power Route in Easel's machine menu to size the canvas to its 25 x 25 x 4.7 in (630 x 630 x 120 mm) working area.
Try Easel Free →
Create your free Easel account and connect your machine in minutes.
Easel Free Trial →